16
Autobonded Hurdboard
I. G. Bywater
Convertech Group Ltd P O Box 13-776, Christchurch, New Zealand
Conventional
panelboard manufacture is very highly developed. In recent times, there has been
a rise, to world-wide prominence, of Medium Density Fibreboard products.
Especially in the USA, a great volume market has developed for "flakeboard".
In every case, the use of "synthetic" resins has been refined and
developed to a high standard using formaldehyde or isocyanate formulations. Much
of this development has focussed attention on environmental concerns and some
very unfavourable health results to occupants of buildings containing these
products, particularly attributable to their "out-gassing" of
formaldehyde. However, emerging possibilities are bringing about new dimensions,
not only to resination, but for new ways to process wood and other woody
materials like hemp hurd.
Making a product without chemical
additives has been tried and perfected previously. Masonite® was made without
the addition of synthetic resins. Mason, who developed the process, used a huge
amount of water to wash out the hemicellulose decomposition solubles which
resulted from steam explosion of the wood chips. The wet process was messy, and
long press-times were necessary to activate the natural binders. The viability
of hardboard production now relies upon an ability to recycle the vast amount of
water required, in order to satisfy modern environmental demands.
Dry process wood products can be
manufactured by "autobonding" without synthetic resin binders. The
concept was the subject of an important but little known research programme
carried out by Professor Otto Suchsland, Dr. George Woodson and Mr. Charles
McMillin (Suchsland et al. 1985, 1986, 1987). In this process, wood fibre
was steam hydrolysed to decompose the hemicellulose fraction, after which it was
"exploded" by being forcibly extruded by a rapid release of pressure
from the steaming vessel, before being dried and hot-pressed. The
"explosion" process is the means by which the lignin component is
stripped and made accessible. They demonstrated that the process of washing out
the hemicellulose solubles as practised in the previous resinless bonding
process developed by Mason was not necessarily ideal. Furfural, crudely evolved
from xylose during pressing, appeared to be instrumental in reactions that
caused recondensation of the separated higher molecular weight lignin to act as
an effective binder. The reformed lignin created a matrix with the cellulose
fibres giving good strength, stiffness and water resistance to the resulting
composite. Although sufficient "melting" of the lignin occurs to
provide very good results, a good deal of the available lignin still remains
inactivated, which reduces the full effectiveness of the technique.
Later workers found that there were
many drawbacks and considerable impediments to any idea of commercial
development of this potentially important process.
A more serious problem was the need for short press times. An extremely dry surface finish was needed because the transformation of the xylose released a considerable amount of chemically bound water into the mat. This meant that very extensive drying would be necessary.
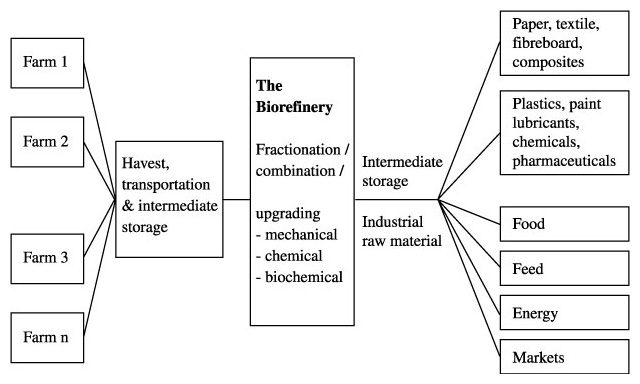
The development of a new technology by Convertech has the capability to transform this potentially valuable pressboard manufacturing process into a commercial reality, and this company has undertaken trials with various wood types and one very small trial with hemp hurd supplied by HortaPharm BV of Amsterdam. The technology is presently near to a commercially viable stage of development. Although not directly targeted at the panelboard industry at present, it has great potential, and the development of natural resination products is projected. This system (Fig. 1) was also conceived as the solution to obstacles found in endeavours to extract valuable products from biomass by known thermochemical techniques. The concept of a "biomass refinery" addresses all of the issues mentioned and provides a true, controllable, sequential fractionation system. Instead of being an impediment, the water in the biomass is made an invaluable ally. It becomes the heat transfer agent, the hydrolytic agent and finally the agent used to recover and recycle most of the heat energy invested. This is atypical compared to other biomass conversion processes. The Convertech fractionation process is also linear and addresses the need to accurately control time, pressure and temperature conditions; one of the most important issues in advanced chemical engineering.
Figure 1. The Convertech system.
Hurd particles are entrained in a series of "loops" where they are suspended in a high velocity steam carrier. As the particles are transferred from one loop to the next, the pressure is sequentially increased by 12 bar at each step until the last, where the moisture is finally evaporated by superheating the vapour created from the original natural moisture in the wood. The evaporation step recovers a good deal of the latent heat invested in the process and even the sensible heat in the condensate is recovered by washing the incoming material in the hot water. The process is only made possible by the Convertech interlock transfer device (Fig. 2), which is capable of reliable performance with up to 24 bar differentials and flow rates of 10 t/h dry matter at only 5 rpm.
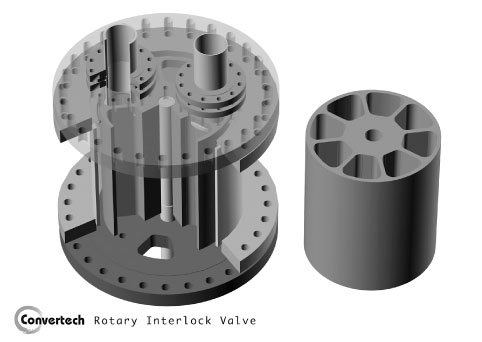
Figure 2. Convertech Rotary Interlock Valve
An average factory
will have the ability to produce 80,000 tons annually of oven-dry, hydrolysed,
ready to press fibre. This technology uses no "brought-in" water, has
no uncontrolled emissions and will need no synthetic resin. It promises the
opportunity for economically viable "autobonding" of reconstituted
woody materials by application of furfural in a deliberate process where
commodity furfural is used instead of the "hit or miss" generation of
furfural from hemicellulose xylose contained in the hydrolysed lignocellulose.
Activation of the lignin is more controlled, so that better and more reliable
bonds are obtained. In the Convertech process, the hemicellulose solubles are
recovered in all applications, as part of ash reduction and chemicals recovery
procedures. A good deal of xylose is produced from the hemicellulose of most
hardwood species as well as from many annual or perennial plants, which can then
be converted by a novel process to high yields of low cost furfural, applicable
to the hurdboard process and also a useful commodity chemical.
In conclusion, the Convertech process
will play an important part in the future processing of woody biomass. It offers
the opportunity for co-product economics where the extraction of some high value
products has the effect of giving flexibility in the pricing of other products
from the same stream. You may be interested to learn something more of this
advance in linear thermal processing technology. The subject is a large one, and
you are invited to contact the author for more information.
References
Suchsland O., G. Woodson and C. McMillin 1985. "Binderless fiberboard from two different types of fiber furnishes." Forest Products Journal 35 (2):63-68.
Suchsland O., G. Woodson and C. McMillin 1986. Pressing of three-layer, dry-formed MDF with binderless hardboard faces." Forest Products Journal 36 (1):33-36.
|
|
|
|||||||||||||||||||||